�A��Ϳ
���I��Ϳ���ն�ʮ��


������
ews center
�r�g��2022/3/5 �g�[����
ᘌ������X�Ͳ��o늇�Ϳ�ӹ����a���Ԅӻ��̶Ȳ��ߵĆ��}���_�l��һ���Ԅӻ����a������ϵ�y����˻��ڹ��ؙC��PLC(�ɾ���߉������)��CAN(����������W)ģ�K�c������վ�Ŀ���ϵ�yӲ��ƽ�_������PLC����λ�C�����F�����a���Ԅ��\�С���������Ϣ�ɼ���߉���Ƶȹ��ܣ�ͬ�r�Թ��ؙC����λ�C���OӋ����λ�C�cCANģ�K��PLC��ͨ��ܛ��������ˇ�Ϳ�����O�á�������վ���ơ��˙C�����ȹ��ܵ��_�l���������I�M���ˌ��H���á��Y��������ԓ���a������ϵ�y���L�r�g�����\�У����F���X�Ͳ��o늇�Ϳ���Ԅӻ��ӹ����������I�����aЧ�ʡ�
�S������I�IJ���lչ����I�����a�Ќ��X�Ͳĵ�Ҫ��Խ��Խ��[1]�����HҪ���Ͳ��ܷ��P���g��߀Ҫ���Ͳı���������Ӳ�Ⱥ���ĥ��[2]���@����Ҫ���Ͳı����M��̎�������y��̎����ʽ�ǿ՚⇊Ϳ�����S���F����Ϳ���g�İlչ��Ч�ʸ��ߡ���Ϳ�|�����á����h�����o늷�ĩ��Ϳ����ȡ����֮[3]���o늇�Ϳ��ԭ�����o늈���늺ɵ�����[4]���������ӵ�����ꖘO����������ꎘO�����ڇ�����ʩ��ؓ늉�������c����֮�g�γ��o늈�����ĩ�ć��������r����ؓ늺ɣ���늈����������¸����ڹ����϶��γɾ���ı�Ĥ[5]������ķ�ĩͨ�^����ϵ�y���ա���Ч�ʸߣ�����Ч��ã����h��Ҳ���Ѻ�[6]��
�����Ԅӻ����a���M���X�Ͳĵ��o늇�Ϳ�ӹ������@����߷�ĩ�������ʺ����aЧ�ʡ����Ȳ��ָ�У����I�OӋ�˻��ھ��a����PLC ( Programm-able Logic Controller���ɾ���߉������)���ԄӇ�Ϳ���a��[7-8]���܌��F���a���İ��ԄӇ�Ϳ�����ܶ���������˹���ɣ����������{���ܷ������˙C������^��ª�����㡢�Ѻá������M�ڵć�Ϳ���a���m�Ԅӻ��̶ȸߣ���ُ�I�;S�o�ɱ����ͣ����m���ڌ��ɱ����е���С����I��
�����X�Ͳ��o늇�Ϳ�����c����I�Č��H�����OӋ���_�l��һ���X�Ͳ��o늇�Ϳ���a������ϵ�y���ܷ����ݵ������a���ό������ć�Ϳ�����M���{�������F�������ԄӇ�Ϳ���ƣ���Ч��������I�������������ɱ�����Q�ˇ�����С���X�Ͳļӹ���I���a���Ԅӻ��̶Ȳ��ߵĆ��}��
��D1��ʾ��ԓϵ�y��Ҫ�����APPC -3120S���ؙC�������dESN 14810 L1N0-S��Ļ���������Wķ��E6B2 -CWZ6C���D���a�������T��S7-200 Smart PLC���V�ɿƼ�GCAN -202ģ�K�͝h��Ϳ�bMilepost������վ�ȽM�ɡ�PLC��CAN (Controller Area Network������������W)ģ�K�����ؙC��ͨ�^��̫�W�c���Q�C�B�ӣ����F�����Ă�ݔ�c���Q����Ļ�����������D���a���cPLC���B��ݔ����̖��PLC����λ�Cܛ�����b�ڹ��ؙC�ϣ�ͨ�^TCP�f�h�xȡPLC�Ĵ����������ɳ���̎�����^CANģ�K1����Ϳ�����l�ͽo��������վ��ÿ��������վ�B��һ�ч��������ڬF���ɔ_�^���������CANģ�K2�������һ����վ���յ���������ܛ���xȡCANģ�K2�Ĕ������cCANģ�K1�l�͵Ĕ���ͬ���Ȍ����M�мm�e��
2 PLC����ϵ�y���OӋ
PLC�Ǿ��a������Ļ�������c���ؙC֮�g�Ę������Г������f��̖��̎����Ϣ���΄�[9]�����˝M�����a���Ĺ������̺��Ԅӻ��Ŀ���Ҫ��PLC����ϵ�y�OӋ�������a�����֡�PLC����߉��PLC��������3�����档
2.1���a������
���m�����a�������ǝM��PLC����ϵ�y�OӋ���P�I����D2��ʾ���X�ͲĹ̶�����늄әC�ӵĵ��쾀�ϣ���Ļ���������ڙz�y������λ�ã����ڇ�Ϳ�^�ȷۉm�^���������b�ڇ�Ϳ�^֮�⡣����ϵ�yͨ�^���D���a�����}�_��̖��Ļ���������ƽ��̖�������M��λ�ÿ��ƣ���PLC�������λ�Cܛ�������M���_�P���Д࣬������Ϳ���M��̻��ҹ̻�̎��[10]��
2.2 PLC����߉���˴_���X�Ͳı���Ϳ�Ӻ�Ⱦ�����Ҫ���X�Ͳĵ��_����ǰһ�����x���_�����������x�_������һ�����x���P�]������������PLC�ό���ǰ�_�������t�P���ĕr�C�M���OӋ����D3��ʾ�������O���ڇ�Ϳ�^��������Ȟ�d������2����Ļ�������ľ��x��L���A���O�õ���ǰ�_�������t�P�����x����l��
�������ڵ��쾀���\������ǰ�ؽ��|����Ļ�������r��PLCӛ��´˕r���a�����}�_��ֵ�����������w�x�_��Ļ�r��PLC�ٴ�ӛ��´˕r���a���Ĕ�ֵ���ԇ���2���������^(L�Cl�Cd)�ľ��x����2�_����ǰ��Ϳ�������^(2l+d)�ľ��x��2�P����������߇�ͿЧ�ʣ��ɸ������H���a��Ҫ���ڇ�Ϳ�^ͬ�Ȼ�ɂȽ��e�O�ö�ч�����ͬ�r��PLC�����ό����ч������ӳ�����λ�C�xȡÿ�ч������_����־λ�Ĵ�����B�����Д��������_�P����2.3 PLC��������PLC��ݔ����̖�й�Ļ������(ݔ���ƽ��̖)�����D���a��(ݔ���}�_��̖)�Լ���ͣ�����ӡ���ͣ���o(ݔ��IO������̖��24V)��ݔ����̖�醢�ӡ��P�]������̖������ϵ�y�_ʼ�\�к���λ�Cܛ���xȡλ�Å����ļ���������������PLC�������Ĵ����У���һ�ч�����λ�üĴ�����ַ��VD0����ǰֵ�Ĵ�����VD4�����tֵ�Ĵ�����VD8���_����־λ�Ĵ�����V1500.0���ڶ��ч�����λ�Å����Ĵ�����ַ�քe��VD12��VD16��VD20��V1500.1���Դ���ƣ����֧��60�ч����ą����O�á���Ļ������ݔ���I0.6�����a����ֵ�ļĴ�����VD1620��
��D4��ʾ���O����λ�Å�����PLC�_ʼ�xȡ��Ļ��������̖�����X�Ͳ��M���Ļ�r(��Ļݔ����̖�ɵ��ƽ�D׃����ƽ��������)ӛ䛮�ǰ���a�����}�_��ֵ(��ʼλ��)������λһ���_ʼӛ䛘�־λ�����_ʼӛ䛘�־λ��Ч�ҹ����x�_��Ļ�r(��Ļݔ����̖�ɸ��ƽ�D׃����ƽ���½���)��ӛ䛮�ǰ���a�����}�_��ֵ(�Y��λ��)����λ�_ʼӛ䛘�־λ���������_�_��λ�Õr��PLC�_����־λ��λ���������_�P��λ�Õr���_����־λ��λ�����ѭ�h���ͣ�ֱ����Ϳ�Y����
3 ��λ��ܛ�����OӋ
��λ�Cܛ�������������a������ϵ�y�ĺ��ĽM�ɲ��֣����ܱ��ࡣ����Windows����ϵ�y����Qt5.12���_�lƽ�_�OӋ�˽������^�������Ѻõ���λ�Cܛ����ܛ�����_�l�����˙C�����OӋ��CANģ�Kͨ���OӋ��PLCͨ���OӋ��3.1 �˙C�����OӋ��D5��ʾ���˙C���挍�F�˵��쾀�ٶȡ�ϵ�y�\�Р�B���\��ģʽ�������R�e������CANģ�K��B��PLC��B���@ʾ��2����λ��Ϳ�������{������Ϳ�䷽���O�ã�ÿ�ч�����λ�ù�����ϵ�y�������Լ���־�ȹ��ܡ�
�ڌ��H���a�^���У����ڿ���ϵ�y���F���Ԅ��_�P���Ĺ��ܣ��Ñ�ֻ��Ҫ���������X�ͲĠ�B�Д�Ĥ����r�����˙C�����ϸ�׃�������F��(�՚�����)���߉������4��������ͨ�^��λ�C�c������վ�Ĕ�����ݔ���Ɍ��r�{�������ć�Ϳ��B��
3.2 CANģ�Kͨ���OӋCANģ�K�x�ÏV�ɿƼ�GCAN -202��ԓ��̖֧��TCP/IP�f�h���_�l���ژ˜ʵ�Socket����Ҏ�����܉F��̫�W������CAN-BUS������������D�Q���LJ�����վ�c��λ�Cܛ����ý�顣PCͨ�^��̫�W�cCANģ�K�B�ӣ�IP��ַ��192.168.1.5���˿ڞ�56043��CANģ�K�Ĺ���ģʽ���O�Þ�TCP Server��ģ�K1��IP��ַ��192.168.1.10���˿�1��4001���˿�2��4002����ģ�K2��IP��ַ��192.168.1.12���˿�1��4001���˿�2��4002����λ�C�c2��ģ�K��ͨ��ͨ�^Qt�е�QTcp Socket��F����ܛ�����½�TCP Controller Device��^����QTcp Socket���_�O2�����������CAN Controller Module��CAN Receiver Module��ǰ�߷�����CAN��Ϣ�l�ͣ����߷�����CAN��Ϣ���գ����@2����зքe����2��TCP Controller DeviceČ������{��connect To Host (QHost Address& address,quint16 port)�����քe�B�ӌ���ģ�K��2���˿ڣ�ʹ��waitForConnected(intmsecs)�����Д��Ƿ��B�ӳɹ����ɹ��t����true����t��false���l����Ϣ�r����λ�Cͨ�^write(constchar *data,qint64 max Size)����������������Socket���棬����wait For Bytes Written ()�����������еĔ����l�͵�CANģ�K����Ҫ���_Socket�B�ӣ��tͨ�^disconnect From Host ()�������F��
��D6��ʾ����λ�Cܛ���cCANģ�K����ͨ�ź���Ϳ�����Ԕ���������ʽ�l�͵�CANģ�K������������13���ֹ�����1���ֹ��鎬��Ϣ���Á���R���������L�ȣ���2����5���ֹ��释����վ��ID���_�P����Ϣ����6����13���ֹ��锵�����Ĕ�����Ϣ���F�����������߉����������ߚ�ȇ�Ϳ�����惦�ڴ��ֹ��Ρ��Ñ��ڽ������O���ą���ͨ�^��̫�W��ݔ��CANģ�K��ģ�K���������D�Q��CAN-BUS�����l�ͽo������վ���ɏ�վ���õ�CAN-BUSģ�K�M�з���̎�����R�e����Ϳ�����ĸ�׃�����M�Ѕ����{����
3.3 PLCͨ���OӋ�ڹ��I�Ԅӻ����a�У����T�ӵ�S7ϵ��PLC���ڹ������\���ٶȿ졢�Uչ�ԏ������ÏV�����x�����T��S7ϵ����S7-200Smart��̖��PLC��������12�cݔ�롢8�c�^���ݔ������̫�W�ڣ��ܝM��ϵ�y���ƺ�ͨ�ŵ���Ҫ�����и���Ӌ���������a�����}�_�M��Ӌ�����ܝM������OӋ�������Ҿ��Ѓr����������ܷ����ă��ݡ�
S7-200 Smart����ͨ�^��̫�W���cPC�M�г�������d�͔����Ľ��Q��������ݔ���õ���ͨ�Ņf�h�����T�ӵ�S7 Communication�f�h(���QS7�f�h)��PC�cPLC��ͨ�ŷ֞�3���A�Σ�
(1)�����A�Ρ���PC�cPLCͨ�^Socket�����B�ӕr�����ڴ��A���M�С�3�����֡����@�ǘ˜ʵ�TCP�B�ӷ�ʽ����Socket�Ԅ���ɡ�
(2)ͨ��Ո��ʹ_�J�A�Ρ��������A��֮�������R���M�Д������Q��߀��Ҫ���^ͨ��Ո��ʹ_�J�^�̡��@���^�̰����ɴΈ��Ľ��Q����һ�Σ�PC�l��S7�f�h�ġ����ְ���COTP (Connection Oriented Transport Protocol�������B�ӵĂ�ݔ�f�h)�B�Ӱ��oPLC���B�Ӱ�����͞�CR (Connect Request���B��Ո��)��Ո���cPLC�M���B�ӣ���PLC����COTP�B�Ӱ����B�Ӱ�����͞�CC (Connect Confirm���B�Ӵ_�J)���_�J�cPC�M���B�ӣ�ͬ�rPLC���_���B��PC��IP��ַ�Ͷ˿ڣ��ڶ��Σ�PC�l��S7�f�h����͞顰Setup communication(����ͨ��)�������IՈ��PLC�������B�Ӵ_�J���Ĕ���푑����Ķ�������PC�cPLC��ͨ�š�
(3)���Q�����A�Ρ��ڴ��A�Σ�����������Ҫ��PLC�l�����IՈ�����I��Ͱ���Run(�\��)��Read(�xȡ)��Write(����)��Stop(ֹͣ)�ȣ���PC�l�����IՈ��֮ǰ��S7�f�h���ԄӰl��һ����͞�DT(��Data��������)��COTP���ܰ����������mҪ�l�͵Ď��锵������PLC�������˹��ܰ��M�з�����PC�l�����IՈ���PLC�������ģ��_�J����푑����؏͈��ă��ݞ�ɹ���ʧ������PC�xȡij���Ĵ������صĔ������ݡ�
��λ�Cܛ���_�Oһ�����������PLC Controller Module������Є���һ��TCP Controller DeviceČ�����ܛ�����ӕr�B��PLC��IP��ַ�Ͷ˿ڣ�PLC��IP��ַ��192.168.1.11���˿ڞ�102�����^�������A�Ρ�����ͨ��Ո��ʹ_�J�A�Ρ������cPLC��ͨ�š��ڡ����Q�����A�Ρ�����λ�Cܛ��ͨ�^S7�f�h�еġ�Run�����IՈ���\��PLC��PLC���ء�success�����^�mͨ�^��Write�����IՈ��PLC��λ��ֵ������ǰ���tֵ�Ĵ����M�Д����Č��룬���O��һ�����r��m_p Plc Read Data Timer��ÿ��100ms�l��һ�Ρ�Read�����IՈ���xȡ��V1500.0�_ʼ�ĸ��_����־λ�ļĴ�����B��PLC���ء�1���r��λ�Cܛ������վ�l���_����Ϣ�����ء�0���r�l���P����Ϣ����Ϳ�Y����ܛ���l�͡�Stop�����IՈ��ֹͣPLC���\�С�
4 ���H����
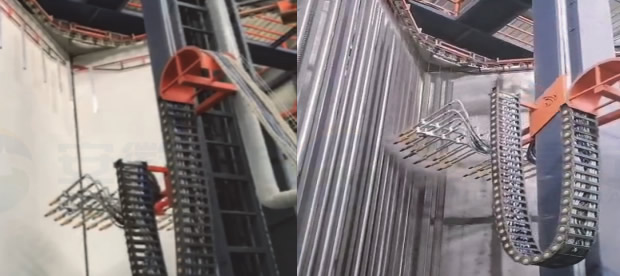
�ԏV�|�ؑcij�X�Ͳļӹ���I�������X�Ͳ��o늇�Ϳ���a������ϵ�y��D7��ʾ��24��������վ�����ؙC��CANģ�K��PLC�����Q�C�����b�����늹��҂�늹�鹩�����ġ�ϵ�y������ԓ��I��2����Ϳ�^(��D8��ʾ)��ÿ����Ϳ�^��10m�����˱��ڻ��շ�ĩ���^���O�Þ������Σ�24�ч������e�O����ͬ�ȣ������͙C��������Ϳ��
�F���O�õĹ�Ļ���������x��Ϳ�^�ȵ�һ�ч���5000mm�����͙C�χ���֮�g�g��150mm���Ñ�����λ�Cܛ���ό���ÿ�ч�����λ�Å�������ǰ���tֵ�O�Þ�200mm���o늇�Ϳ�����O�����£�����60%���F��(�՚�����)2Nm3/h���߉�70kV�����40mA����Ϳ�^���У���Ϳ���^���r���m������������߉���������Ķ����ӷ�ĩ�Ĕ����͎��������Ϳ���^��r���m�������F���ԔU���ĩ���F������ɢ��ĩͿ�ϣ����ǜpС�������߉��������
���ӹ��X�Ͳ��L7000mm����100mm����50mm���X�Ͳ�֮�g���x��100mm����Ϳ�^����D9��ʾ���˕r�X�Ͳ�̎�����͙C�����12�ч������_�������ȣ���δ�M���҂�12�ч������_��������������ȇ����_�����҂ȇ����P�]�����a���B�m�\��72h����λ�Cܛ����PLC��CANģ�K����������������������ϵ�y���ܷ������M�����Ԅӻ��ӹ��Ŀ���Ҫ��
GB/T5237.4�C2017���X�Ͻ����Ͳġ�Ҏ���X�Ͳı��摪�⻬���й��[11]�������S���F���ݡ����g���Ѽy����Ƥ�ȬF��Ϳ�Ӻ�ȑ���40~120��m�����ȡ��ĈD10���Կ������ɿ���ϵ�y�ӹ�����X�Ͳı���⻬���S�C�xȡ20���c������ED300�͜y��x�y��Ϳ�Ӻ�Ȟ�60~80��m�����χ��˵�Ҫ��
5 �Y�Z
�����X�Ͳ��o늇�Ϳ�����c����I�Č��H�����_�l��һ���X�Ͳ��o늇�Ϳ�Ԅӻ����a������ϵ�y�������Ӳ��ƽ�_�Ĵ��PLC����ϵ�y���OӋ����λ�Cܛ�����_�l������ϵ�y���ܿɿ����ɱ���������Ͷ����I���H���a4�����£��\�з��������F���X�Ͳ��o늇�Ϳ���Ԅӻ��ӹ����������I�����aЧ�ʺͷ�ĩ�������ʣ��Ҽӹ�����X�Ͳ��|�����χ���Ҫ������С���X�Ͳļӹ���I���o늇�Ϳ���a���M���Ԅӻ�������������뷽�����������õđ���ǰ����



 ����ǰ��λ�ã�
����ǰ��λ�ã�